.svg)
.svg)




Правильные материалы для редукторов: ГОСТы, применение, плюсы и минусы каждого варианта
Почему выбор материала влияет на ресурс
Корпус — базовая деталь, которая удерживает оси и посадку, закрывает внутренний объём и задаёт точность сборки. Когда корпус «ведёт», редуктор теряет соосность, растёт шум, увеличиваются потери и ускоряется износ опор. Поэтому материал для корпуса выбирают не «по привычке», а по режиму, среде и доступности обслуживания.
Критичные требования к корпусу в приводе:
- переносить нагрузки без пластической деформации;
- сохранять геометрию при затяжке крепежа и нагреве;
- обеспечивать защиту внутренних полостей от загрязнений;
- поддерживать герметичность масляной ванны;
- не усиливать вибрацию в рабочем цикле.
При грамотном подборе сохраняются прочность узла и стабильный срок службы, а ремонт планируется заранее, без аварийных остановок.
Какие материалы применяют по ГОСТ и в промышленности
Для серийных изделий редуктор обычно выполняют в одном из трёх направлений: литые решения, лёгкие литые решения и усиленные сварные/литые решения. Далее приведены материалы, которые чаще всего выбирают для редукторов, с привязкой к практическим условиям.
1) Литые решения: серый металл
Чугун применяют в силовых приводах, где требуется значительная жёсткость и хорошее демпфирование. Для отливок распространены марки СЧ20 и СЧ25 (ГОСТ 1412-85). У такого металла есть понятный плюс: корпусу проще «гасить» вибрации, и редуктор меньше реагирует на микроперекосы рамы. При равных габаритах массивные детали из чугуна стабильнее держат базирование.
Преимущества выбора чугунной отливки:
- значительная прочность опорных зон при умеренной массе конструкции;
- предсказуемость размеров после охлаждения и старения;
- удобство контроля литейных дефектов в серийной партии.
Ограничения:
- чувствительность к ударам и резким перегрузкам;
- необходимость покрытий против коррозии в сырой атмосфере.
При этом по стоимости серийной отливки решение обычно предсказуемо.
Чтобы редуктор работал тише, важно контролировать геометрию баз и качество прилегания крышек в корпусе.
2) Лёгкие решения: алюминиевый корпус и литейные сплавы
Когда важны масса и компактная компоновка, выбирают легкосплавный вариант. На практике используют не чистый алюминий, а литейный сплав: типовые марки АК9 и АК12 (ГОСТ 1583-93). Чаще всего это литьё из алюминия с последующей пропиткой пор. Такой подход даёт стабильность размеров и упрощает получение тонких стенок без брака.
Сильные стороны алюминиевого корпуса:
- меньшая масса и удобный монтаж оборудования;
- высокая теплопроводность: редуктор быстрее выходит на режим;
- простота в обработке посадок при серийном выпуске.
Риски алюминиевых решений:
- требуется значительная культура расчёта ребер и оснований, иначе падает жёсткость;
- при росте температуры изменяются зазоры, что влияет на шум и контакт;
- при неверной компоновке быстрее проявляется перекос подшипников.
На легкосплавном исполнении особенно важны контроль плоскостности и грамотная схема крепления: в алюминиевом корпусе нельзя «перетягивать» крышки.
3) Усиленные решения: сварной металл
Сталь используют для узлов со сложными циклами, где нужен повышенный запас по ударам и требования к геометрии жёстче. Для таких проектов важны качество швов и устойчивость к ударным импульсам. В таких проектах корпус часто делают сварным с последующей правкой и выверкой баз. Это повышает трудоёмкость, но позволяет получить устойчивость конструкции в тяжёлых условиях.
4) Бронза и специальные решения
В отдельных проектах применяют сплавы цветных металлов, однако чаще это детали трения или элементы передачи, а не основной несущий объём. Если же требуется работа в агрессивной среде, решение оценивают по цене, сервису и доступности поставок, чтобы редуктор был ремонтопригоден.
5) Полимерные решения
Полимерные картеры встречаются в маломощных узлах. Для промышленного редуктора такой подход ограничен по жёсткости и температурным циклам, поэтому применяется редко.
Как понять, что выбранный вариант не подходит
Если выбранный вариант оказался «слабым» для условий, симптомы появляются быстро. Редуктор начинает работать громче, появляются подтёки у разъёма и «уходит» пятно контакта. Часто первопричина в том, что корпус испытывает деформации при затяжке или на раме, а затем это превращается в перекос опор.
Типовые признаки:
- рост нагрева без изменения режима;
- неравномерный износ подшипников и уплотнений;
- «волна» на базовых плоскостях после подтяжки крепежа;
- следы смятия на посадках, из-за чего редуктор приходится центровать повторно.
Для редуктора на тяжёлой раме важен запас прочности: если геометрия корпуса меняется, ресурс падает в разы. Поэтому при проектировании корпуса закладывают высокую точность баз и фиксируют требования к контролю на входе.
Рекомендации по монтажу и обслуживанию
Даже при качественной поставке ошибки монтажа «съедают» ресурс. Перед установкой проверьте плоскостность основания и равномерность опоры, затем затягивайте крепёж крест-накрест. Если корпус притянут на перекошенную раму, редуктор получит паразитные усилия, и это проявится как шум или перегрев.
Для предотвращения проблем полезно:
- использовать калиброванные прокладки под опоры;
- не допускать перекоса крышек при сборке;
- проверять затяжку после первых часов работы;
- вести журнал отказов по узлам, чтобы оценивать повторяемость.
Что учитывать при подборе для высоких оборотов
Для высоких оборотов важны точность базирования и качество балансировки деталей. Если редуктор работает на частотном управлении и часто меняет режим, стабильность картерных баз становится критичной: любая «игра» на посадках быстро превращается в дополнительный износ.
Сравнение вариантов для выбора
| Параметр | Литой вариант | Лёгкий литой вариант | Усиленный вариант |
| Жёсткость | значительная | средняя | значительная |
| Масса | выше | ниже | выше |
| Шум/демпфирование | лучше | средне | средне |
| Экономика | умеренная цена | выше цены литого варианта | выше цены литого варианта |
Таблица удобна как первый фильтр, но для проекта важно оценить фактические условия, а не только паспортные значения.
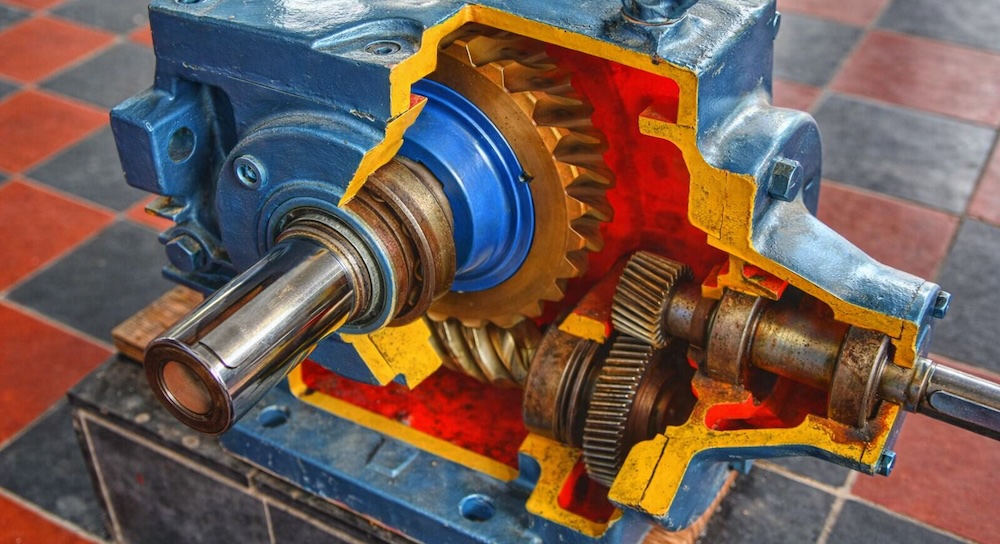
Изготовление, допуски и контроль качества
Даже правильный материал не спасает, если геометрия «уходит» на заготовке или на базе. Для отливок применяют допуски по ГОСТ 26645-85; для требований к чугуну для отливок часто используют ГОСТ 2787-75. Для серии полезно заранее описать маршрут изготовления и критерии приемки. Отдельно задаётся механическая точность баз. На практике проверяют:
- дефекты в зонах опор и у ребер;
- плоскости разъёма и прилегание крышек;
- резьбы и посадочные диаметры;
- чистоту масляных каналов и сапуна.
На стадии обработки посадок важно выдерживать соосность: небольшое отклонение даёт перегрев и снижает срок службы. Если редуктор работает в серии, полезно вести статистику по партиям и корректировать припуски до того, как дефект станет массовым.
Как выбрать оптимальную комплектацию под задачу
Чтобы подобрать рациональную схему, удобно идти от условий эксплуатации:
- Описать среду (влажность, пыль, реагенты) и доступ к сервису.
- Зафиксировать нагрузки в цикле, включая пуски и ударные режимы.
- Сопоставить требования к массе и компоновке с выбранном материалом.
- Сравнить стоимость полного цикла: заготовка, контроль, логистика, ремонт.
- Определить требования по точности и по ресурсу, чтобы сохранить надежность.
Если эти пункты согласованы заранее, проще получить надежного поставщика и удержать эффективность узла в течение всего интервала работы.
Чек-лист для приёмки партии и коммуникации с поставщиком
Чтобы снизить риск брака, полезно заранее согласовать комплект документов и порядок контроля. На входе запросите:
- сертификат на металл и сведения о плавке;
- протоколы термообработки (если применялась) и правки;
- результаты измерения баз и посадок (координатные замеры или шаблоны);
- описание метода контроля дефектов литья/сварки (визуальный, капиллярный, ультразвук);
- сведения о консервации и упаковке при перевозке.
При осмотре деталей обращайте внимание на признаки, которые потом «выстреливают» в эксплуатации:
- пористость и раковины в местах крепления и около ребер;
- заусенцы и наплывы на плоскостях прилегания;
- следы смятия резьб, особенно на крепежных отверстиях;
- разнозернистость поверхности и непредсказуемая шероховатость;
- несоответствие маркировки и паспорта партии.
Если изделие идёт на объект с жёсткими требованиями по простою, отдельно согласуйте запасные уплотнения, тип крепежа и регламент повторной протяжки. Это занимает немного времени на старте, но заметно упрощает эксплуатацию и снижает риск внеплановых остановок, увеличивая долговечность.
Вопросы, которые стоит включить в запрос
Перед заказом уточните несколько конкретных вопросов: какой допуск по плоскостности и соосности гарантируется, как контролируется размер после литья/сварки, есть ли отбраковка по трещинам и пористости, какой метод очистки применён перед окраской, и кто несёт ответственность за геометрию после транспортировки. Чем точнее сформулирован запрос, тем проще избежать «сюрпризов» на монтаже. Проверяйте протоколы измерений заранее.
Если вы планируете купить редуктор, специалисты ПТЦ «Привод» помогут подобрать его по материалу, мощности, режиму эксплуатации и параметрам вашего оборудования. Доступен электронный каталог и консультации по телефону или email (контакты — на сайте).
Частые вопросы
Какие материалы используются для редукторов согласно ГОСТам?
По ГОСТам и отраслевой практике для редукторов применяют сталь, чугун, бронзу и другие сплавы — выбор зависит от условий и требований к узлу.
Каковы преимущества стальных редукторов?
Стальные редукторы ценят за высокую прочность и износостойкость: они выдерживают большие нагрузки и подходят для тяжелых условий эксплуатации.
В чем недостатки чугунных редукторов?
Чугунные редукторы обладают хорошей жесткостью, но материал более хрупкий: при сильных ударах или вибрациях возможны трещины.
Когда стоит использовать бронзовые редукторы?
Бронзовые редукторы уместны при повышенной коррозии и для передачи крутящего момента в морской или химической среде.
Каковы плюсы и минусы пластиковых редукторов?
Пластиковые редукторы легкие и устойчивы к коррозии, но их механические свойства ограничены: при высоких нагрузках такой вариант может не подойти.