.svg)
.svg)




Подготовка и сборка редуктора
Эффективность редуктора, его производительность и долговечность службы, а также сфера применения прямо зависит от надежности его сборки. Здесь имеет значение все – подготовка деталей, сам процесс, оснащение цеха, квалификация занятых сотрудников. Хотя ключевое значение имеет именно техническая часть – грамотный процесс соединения деталей в корпусе.
Его ход определен для каждого типа привода – есть специально разработанные чертежи, планы, схемы сборки редукторов. Плюс, существует четкая инструкция, которая определяет алгоритм действий сотрудников сборочного цеха, и предполагает предварительные действия:
- по проверке каждой используемой детали, включая шестерни вала;
- подбору элементов системы привода;
- подготовке условий.
Сборка основных деталей осуществляется отдельно, после чего готовый узел устанавливается в корпус изделия, который может быть стальным или чугунным. Если это мотор-редуктор, то узел механизма соединяется в моноблоке с электрическим мотором. Для формирования узлов применяются стенды для сборки редукторов. Они позволяют оптимизировать ход сборки и ускорить крепление каждой детали в корпус благодаря удобному размещению элементов.
Этапы сборки
.jpg")
Порядок сборки редуктора – действий специалистов – определен его типом и сложностью его устройства. В целом алгоритм включает не менее 11 этапов.
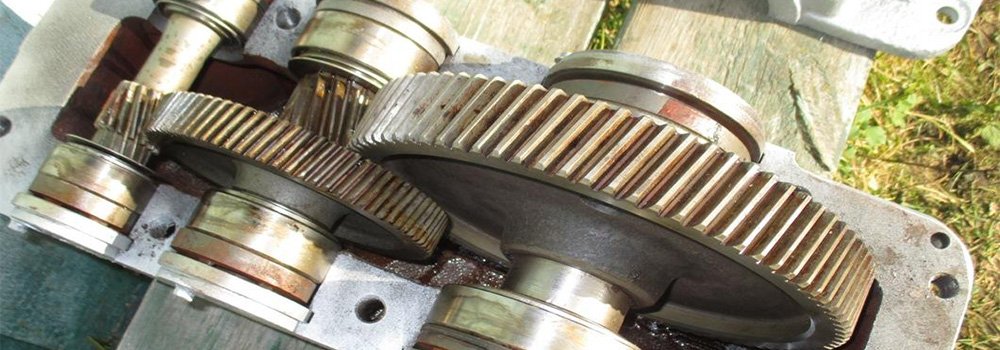
- Сборка основных вращающихся узлов – соединение валов и зубчатых деталей. В одноступенчатой передаче используют 2 вала (ведомый + ведущий). В 2-ступенчатой к ним добавляется еще один промежуточный вал.
- Монтаж шпонки в специальный паз и запрессовка зубчатых колес. Последние могут напрессовываться вручную – молотком из мягких металлосплавов или при помощи механизированного пресса. Запрессовка не проводится, когда на входной вал уже установлена шестерня. Необходимый натяг шестерни и подшипника при их монтаже отдельно может обеспечиваться нагревом колесных ступиц. Потребность в нагреве определяют особенности посадки.
- Монтаж колец и втулок.
- Насадка подшипников (шариковых/роликовых). Выполняется строго до упора в торец втулки либо буртик.
- Сборка и регулировка редуктора – закрепление шестерни, проверка расстояний. Если шестерня уже монтирована, необходимо проверить ее фиксацию.
- Крепление врезных крышек в соответствующие посадочные места корпусной конструкции. Выполняется при их наличии.
- Установка на штифты закрывающей крышки.
- Монтаж указателя уровня смазки и пробки для спускания масла.
- Заливка смазки.
- Установка и закрепление (винтовой монтаж) люка.
- Тестирование, проведение испытаний.
В данном алгоритме могут отсутствовать некоторые пункты или добавляться другие необходимые операции. Это зависит от типа устройства и особенностей чертежа его сборки.
Сборка редуктора и разборка редуктора осуществляются по одной схеме, только в разном порядке. Разборка начинается со слива смазочной жидкости.
Начало сборки

Сборку редуктора проводят строго в соответствии с чертежом. Начинается процесс с монтажа и фиксации на соответствующих позициях базовых элементов. К последним относятся наиболее крупные опорные части конструкции, которые монтируются в фундамент, корпус, плитовину, станину, рамы или мосты техники. Остальные (более мелкие детали) уже прилаживают и закрепляют относительно базовых.
Перед началом необходимо:
- провести тщательную чистку внутренней полости картера;
- покрыть стенки картера специальным составом, в качестве которого применяются краски, устойчивые к воздействию масел.
Непосредственная сборка начинается с оснащения валов редуктора. Если они выполнены вместе с шестерней, то первым делом сотрудники сборочного цеха устанавливают на вал мазеудерживающее кольцо. Затем – нагревают подшипники (до 80–100 градусов, в масляной ванне) и устанавливают их.
Установка валов
.jpg")
Вал – первая и основная деталь базы. От его качества и изначальной комплектации во многом зависит производительность, надежность сборного устройства. Для современных редукторов валы выполняются:
- из надежных материалов;
- в соответствии с нормами ГОСТ;
- без конструктивных и материальных дефектов;
- с маркировкой.
В зависимости от типа собираемой конструкции вал может быть выполнен отдельно или с уже установленной шестерней. В первом случае перед установкой на деталь необходимо монтировать и закрепить шестерни, подшипники. Для удержания шестерни в заданном положении мы применяем запрессованные кольца.
Во втором случае вал сразу ставится в корпус механизма. После сборки вала редуктора и его монтажа устанавливается картер. В него (на дно) и механизмы смазки подшипников нужно залить масло. Без смазки вращающиеся детали редуктора очень быстро выйдут из строя. Здесь большое значение имеет качество применяемых смазочных расходных материалов. В ПТЦ «Привод» используют только современные составы, которые полностью исключают перегрев и заклинивание элементов подвижного узла.Когда вал, картер, подшипники установлены, специалисту остается:
- отрегулировать зазоры при помощи прокладок;
- еще раз проверить крепления (при необходимости закрепить все детали);
- прикрутить крышку корпуса и закрыть короб редуктора.
Проведение испытаний
.jpg")
Контрольные испытания проводятся на трех уровнях.
- Проверка отдельных устройств на холостом ходу. Выполняется так:
- ручная прокрутка без запуска приводного механизма;
- включение привода (устройства прокручиваются отдельными толчками, на малой скорости с ее медленным увеличением);
- редуктор запускается на полную скорость без нагрузок (минимум на 4 часа);
- завершает цикл оценка результата на предмет плавности хода, шумности системы, наличия нехарактерных толчков и стуков.
- Проверка узлов системы на холостом ходу. Выполняется в присутствии заказчика. Заключается в одновременном запуске всех узлов, подключенных к механизму, на разных скоростных режимах (нормальных). Нагрузка не дается.
- Тестирование оборудования под нагрузкой.
По результатам первичных испытаний вхолостую монтажная бригада устраняет все обнаруженные неполадки, используя стенд для разборки и сборки редукторов. Завершается первый цикл тестирования только после того, как экспертная группа убедится в качестве и работоспособности устройства, на которые указывают:
- нормальная работа систем смазывания подвижных деталей;
- оптимальная температура узлов (не должна превышать 70 градусов);
- качество креплений шестерни, подшипников, других элементов (они не ослабляются после длительного запуска);
- надежность фиксации базовых деталей к фундаменту (работает без толчков и шумов).
Сборка на СТО на предприятии
.jpg")
Что заказчику нужно знать о процессе сборки редуктора на СТО?
- Все машины собирают по единой схеме (алгоритму) в строгом соответствии с конкретным чертежом.
- Скорость прямо зависит от сложности сборки. Чем более мощный редуктор нужен, тем больше времени она займет.
- Для контроля правильности установки вала нужно его провернуть вручную. В норме узел легко проворачивается.
- Эксплуатация редуктора возможна после установки на его корпус крышки. Крепление производится болтами и должно быть надежным.